Как заточить сверло по металлу?
Заточка сверла по металлу производится в следующей последовательности:
Начинать стоит с обработки задней поверхности сверла. Спешить в этом деле совершенно не нужно, важно аккуратно прижимать сверло к поверхности шлифовального круга и держать сверло в одинаковом положении. Угол заточки должен быть неизменным!
По результатам проведенной обработки задней поверхности сверла по металлу - должен получиться правильный конус (если посмотреть на кончик сверла сбоку).
Следом можно приступать к обработке режущей части сверла по металлу. На этом этапе подготовки сверла также очень важно выдержать единый угол подточки.
Заключительным этапом заточки сверла по металлу служит доводка задней поверхности инструмента. Важно четко следить за перемычкой сверла по металлу, которая располагается на самом кончике сверла.
Правильностью обработки сверла будет служить ее размер, который не должен превысить 0,4 мм для сверл по металлу диаметром от 8 мм и менее. В случае заточки более крупного сверла - размер такой перемычки может быть в пределах 1 - 1,5 мм.
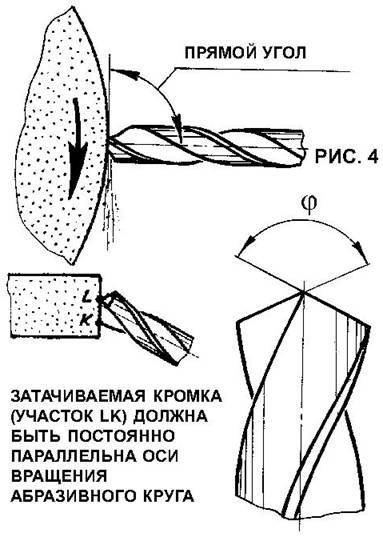
Основная заточка сверла по металлу проходит по задней поверхности. Сверло нужно подносить к точильному кругу так, чтобы режущая кромка сверла плотно прилегала к точильному кругу и была параллельна ему. Прижимая сверло к кругу мы опускаем хвостовик вниз так, чтобы режущая кромка оставалась параллельной кругу и в итоге мы получаем простую заточку сверла без дополнительных премудростей. Простую заточку сверла по металлу можно улучшить подточив переднюю поверхность.
Еще вопросы по вашей теме:
- Как выбирать сверла по металлу?
- Зачем нужна грунтовка по металлу?
- Какая цена изолирующей грунтовки по металлу в Москве?
- Как наточить свёрла по дереву, под каким углом и чем точить?
- Как достать сверло из перфоратора?
- Чем смазать сверло, чтобы не тупилось?
- Как наточить победитовые свёрла по бетону, какой угол и чем точить?
- Каким сверлом просверлить камень гранит?
- Как поменять сверло у дрели Stomer spo-651x2?
- Как заточить свёрла по дереву?
2006-2022 © пользовательское соглашение :: связь с администрацией сайта max@remotn.ru
- Работа с бетоном
- Дорожные и земляные работы
- Подъем грузов
- Сварка
- Станки
- Слесарный инструмент
- Деревообработка
- Малярный инструмент
- Металлорезка
- Электроинструмент
- Термоинструмент
- Измерительный инструмент
- Шлифовка, алмазный инструмент
- Спецодежда
- Прочее
- Строительство дома
- Отопление
- Водопровод и канализация
- Изоляция
- Инструменты
- Строительные материалы
- Ремонт в быту